Чем паяют медные трубы для горячей воды. Как паять медь – секреты мастерства для домашних умельцев. Технология пайки медных труб
Решили использовать медные трубы в обустройстве системы водопровода? Хотите создать в ванной интересный стиль стимпанк, но не знаете, как паять медные трубы? Руководство по выполнению работ для новичков предложено в материале ниже.
Медь, хоть и отличается высокой стоимостью в отличие от полимеров, все же представляет собой качественный материал для устройства водоснабжающей коммуникации. К преимуществам меди можно отнести высокую прочность, эстетическую привлекательность, неподверженность коррозии, склонность к эксплуатации при высоком давлении и отличную теплопроводность. Медный трубопровод будет работать верой и правдой не один десяток лет.
Медь - мягкий металлический сплав, который еще в древние времена с удовольствием использовали чеканщики для своих работ. Сегодня медь не менее востребована. Трубы из такого сплава - неотъемлемая часть систем отопления и кондиционирования. Водопровод также может быть устроен с использованием медных элементов.
Для монтажа магистрали используют метод пайки, в процессе которого элементы меди соединяются с припоем. Этот материал из мягких видов металлов расплавляется под воздействием определенных температур и формирует единое герметичное соединение.
Важно: пайка медных труб своими руками - задача не сложная. Главное правильно подобрать припой и определить температуру пайки. При этом стоит знать, что при своей высокой стоимости медные трубы не требуют дополнительных соединительных элементов. То есть медь можно соединить в единую магистраль и при этом сэкономить на покупке фитингов, муфт и пр.
О том, как паять медные трубы, и как это сделать правильно в домашних условиях, в нашем материале ниже с подробной видео-инструкцией.
Методы паяния труб из меди

- Низкозмпературный способ . Самый часто используемый в домашних условиях. Здесь пайка происходит с использованием мягкого припоя из олова, свинца или их сплавов с добавлением серебра. Температура пайки может достигать максимум 450 градусов при выполнении работ.
- Высокотемпературный метод . Его еще называют пайка медных труб твердым припоем. В этом случае чтобы расплавить припой и добиться соединения элементов магистрали нужно достичь температуры нагрева горелки в пределах 600-900 градусов.
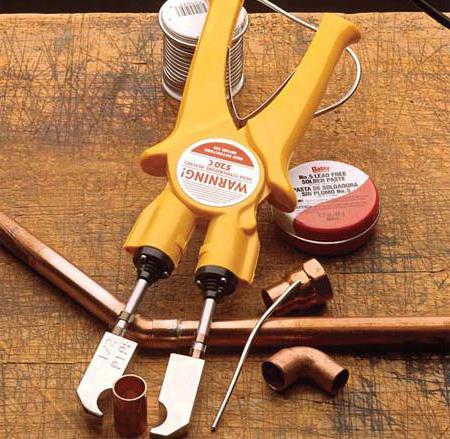
Инструменты, необходимые для выполнения работ

- Труборез . Необходим для идеально ровного реза участков трубы перед пайкой. Благодаря такому инструменту внутренний просвет трубы и её окружность при резке не нарушаются.
- Фаскосниматель . Используется для зачистки края среза и его закругления вовнутрь трубы для качественного стыкования водопроводной магистрали из нескольких кусков трубы.
- Труборасширитель . Его применяют в том случае, если спаивание медных труб водопровода будет проводиться без применения фитингов и муфт. Труборасширитель расширяет один конец трубы до нужного диаметра таким образом, чтобы в него плотно входит отрез другой тубы.
- Щетка и ерш для качественной зачистки спаянных труб от окиси.
- Отражатель . Рабочий элемент, который крепят на сопло горелки, чтобы пламя не повредило другие близрасположенные предметы.
- Газовая горелка . Именно она подаёт пламя на участок спаиваемой тубы.
О том, какую именно горелку нужно подготовить, разбираем ниже.
Горелка газовая

Для того чтобы правильно спаять водопроводные трубы из меди, нужно заготовить соответствующий тип горелки. Они делятся на несколько видов:
- Приспособление с одноразовым баллоном для бытового применения;
- Горелка с установленным стационарным баллоном;
- Ацетилен-кислородная горелка, пригодная для пайки труб из меди. Именно её и нужно отыскать для выполнения работ.
В свою очередь горелка для плавления припоя и пайки меди может отличаться мощностью. Выбирать нужно в зависимости от того, каким припоем вы будет работать (мягким или твёрдым).
- Для пайки мягким припоем можно брать маломощную полупрофессиональную горелку с газом термофеном. Такой инструмент развивает температуру до 650 градусов при горении пламени. Отличительная особенность такого приспособления в том, что здесь можно регулировать температуру подачи пламени, и она при этом будет оставаться заданно-стабильной.
- Пайку медных труб водопровода твёрдым припоем можно проводить только профессиональными горелками.
Припой

Для выполнения надёжной пайки необходимо приобрести припой. Он бывает двух видов - твёрдый и мягкий.
- Твёрдый припой производят в форме длинных стержней. Такой припой можно использовать для пайки труб горячего водопровода, газоснабжения, кондиционирования или для магистрали, работающей при высоком давлении. Температура пайки такого припоя достигает 900 градусов. Самыми распространенными видами твёрдого припоя считаются медно-фосфорный самофлюсующийся сплав Cu94 P6 и сплав Cu92 P6 Ag2 с добавкой серебра из фосфора и меди.
Важно: такой твёрдый припой имеет в своём составе 6%-ную добавку фосфора, что снижает температуру пайки до 750 градусов.
- Припой мягкий производят в форме тонкой проволоки диаметром 2-3 мм. Такой припой применяют при пайке водопровода своими руками в быту.
- Существует также специальная паста, именуемая флюс. Выпускается в банках. Её необходимо использовать для качественной очистки стыков труб, снятия окиси со шва после пайки и улучшения характеристик плавления припоя. При этом флюс бывает как для пайки при высоких температурах (свыше 450 градусов), так и для пайки при низких температурах (до 450 градусов).
Важно: флюс способствует лучшему сцеплению припоя с медью.
Помимо всех инструментов, припоя и флюса необходимо также подготовить фитинги, если есть необходимость осуществлять повороты и изгибы водопроводной магистрали. Все фитинги имеют регламентированный диаметр и соответствуют ГОСТ. Стоимость фитингов и переходников достаточно демократична.
Выполняем пайку труб
Технология пайки медной магистрали выглядит таким образом:
- Труборезом отрезаем нужные участки трубы и зачищаем края фаскоснимателем.
- Если будет использоваться фитинг, то и его края, и края тубы качественно обезжириваем. Если фитинг не используется, то край одной трубы расширяем труборасширителем.
- Примеряем детали для обзора ровности стыков.
- Теперь края туб обрабатываем тонким слоем флюса со стороны стыков.
Важно: если будет проводиться высокотемпературная пайка с использованием самофлюсующегося припоя, то здесь флюс не нужен.
- Теперь включаем газовую горелку и качественно прогреваем трубы в местах стыков до заданной температуры.
- После этого в места зазоров укладываем припой. При этом стоит следить за тем, чтобы припой плавился строго от нагретой трубы, а не от пламени горелки. Края туб тщательно прижимаем.
- После того как тубы остынут, удаляем остатки флюса и окиси с медной поверхности тряпочкой.
Важно: стоит знать, что прогревание тубы и плавление припоя происходят в течение 5 минут. Поэтому важно не перегреть трубы.
Совет: если паяются два близко расположенных друг к другу участка трубы, то уже обработанную часть магистрали нужно охладить смоченной в холодной воде ветошью. Иначе есть риск, что спаянное соединение при нагреве следующего участка трубы разойдётся под воздействием высокой температуры.
Избегаем ошибок

При пайке медных туб мастера-новички часто допускают ряд распространенных ошибок. Таковыми являются:
- Слабый прогрев элементов магистрали, вследствие чего плавление припоя происходит неполностью. Такое соединение разрушится при любой нагрузке.
- Чрезмерный перегрев медного сплава, наоборот, ведет к разрушению слоя флюса. Это, в свою очередь, приведет к образованию окиси и окалины на поверхности металла. Такой эффект также приведет к разрушению соединения.
- Игнорирование мер безопасности. Поскольку работа ведется с химическими элементами и при высоких температурах, то следует надевать защитные перчатки и маску.
- Собираясь проверить соединение, стоит убедиться, что туба в месте пайки остыла.
- При процедуре пайки стоит обеспечить хорошую вентиляцию помещения. Этого требует технология выполнения работ, поскольку пайка выполняется с применением агрессивных кислотных веществ.
- Защитная одежда из грубой ткани также не будет лишней, поскольку есть риск попадания на тело искр пламени и частичек припоя, что может привести к ожогу.
Совет: если сомневаетесь в правильности прогрева труб до нужной температуры, пригласите опытного мастера для получения практики. Профессионал точно знает, в течение какого времени медь прогревается до определенных температур.
Видео: технология спаивания медных туб
Не является секретом то, что медные трубы по гибкости, термостойкости и долговечности на много лучше чем трубы из стали, чугуна, ПВХ-трубы. Медь достаточно дорогой материал, но цена соответствует качеству и повышенной долговечности. Конечно же, можно сэкономить, если самому монтировать трубы но для этого нужно уметь пользоваться горелкой или паяльником. Вот инструкция, как при помощи электрического паяльника самому спаять медные трубы.
Электрический паяльник предназначается для пайки медных труб. Его удобно применять там, где не возможно применение газовой горелки. Это такие места рядом с кафелем, обоями, горючими материалами и т.д. Паяльник в зависимости от производителя может работать от разных видов электричества. Паяльники, питающиеся от сети 220В более лёгкие, чем их аналоги, запитанные через понижающие устройства. При приобретении паяльника нужно обратить внимание на некоторые его технические характеристики. Чем значение мощности паяльника больше, тем быстрей будут, разогревается детали, и проходить их спаивание. От мощности, также зависит то, какой диаметр трубы мы сможем прогреть. Чем она выше, тем больший диаметр труб можно будет спаять. Также обратим внимание на температуру разогрева. Чем она выше, тем быстрей будет проходить процесс спаивания. Не маловажным фактором при покупке паяльника является его вес. Если паяльник применять стационарно тогда вес не имеет большого значения. Но если его нужно перевозить с объекта на объект, то это немало важный фактор.

Преимущество электрического паяльника для пайки медных труб в том, что нет открытого пламени. И это делает этот метод пайки пожара безопасным. Также паяльник выдерживает температурный режим (900 о С не больше ни меньше) не допуская перегрева трубы. Так что для новичка это идеальный способ пайки.
Какое устройство паяльника? Всё очень просто он представляет собой щипцы на концах, которых закреплены сменные графитные электроды. При работе для разогрева стыка графитными электродами захватываем трубу выше стыка за предварительно очищенную поверхность трубы. За счёт высокого сопротивления графитных электродов происходит разогрев медной трубы. Поверхность не обходимо зачищать, что бы продлить срок эксплуатации графитных электродов. От качества зачистки мест под электроды зависит, сколько стыков мы сможем спаять на одной паре, средний ресурс 100 – 150 стыков.
Переходим к процессу пайки на примере медной трубы Ø22 мм. Для работы по монтажу медных труб нам нужны будут следующие инструменты: труборез (лезвие по меди и нержавейки), фаскасниматель, щётка металлическая для зачистки труб, шкурка абразивная, флюс для пайки, припой, паяльник.

Обрезаем труборезом нужную длину трубки. После того как обрезали трубку на её внутренней стенке остаётся острая кромка. Кромку нужно снять при помощи фаскаснимателя. Затем необходимо при помощи щётки металлической зачистить внутренний диаметр нашей трубки, от заусенец.

Проверим качество зачистки пальцем (аккуратно) внутренний диаметр должен быть абсолютно гладким. Также при помощи абразивной шкурки зачистим наружный диаметр до блеска на размер соединения плюс место для щёток паяльника (5-10 см). Эта операция нужна для снятия оксидной плёнки на меде, которая может повлиять на качество пайки. Также подготавливаем и наш фитинг либо уголок, тройник, зачищаем его внутренний диаметр, где будет происходить соединение с трубкой.
Следующий этап в нашей пайке это нанесение флюса. Наносим флюс на трубу на наружный диаметр. И на внутренний диаметр нашего соединительного изделия. Флюс наносим кисточкой, не жалеем. Далее соединяем две детали вместе. Обязательно прокручиваем, чтобы флюс равномерно распределился по плоскости соединения. Излишки флюса протираем тряпочкой. Выставляем наше соединение в тисках для большего удобства и приступаем к пайке.

Возьмём наш паяльник, графитовыми щётками обхватываем трубку за зачищенную часть выше нашего соединения. Трубка и соединение начинает нагреваться. Ждём, пока закипит флюс и появится серебряный оттенок. Потом подносим припой к торцу соединения. Он расплавляется и затягивается в соединение благодаря капиллярному эффекту, созданного расплавленным флюсом. Одно касания припоя с одной стороны соединения и противоположной. Чтобы шов соединения был качественным и красивым нужно, чтобы в соединение не попал лишний припой. За этим надо следить, когда проводим пайку. Длинна проволоки припоя необходимого для пайки примерно должна составлять, половину длинны окружности соединяемых деталей.

Теперь рассмотрим вопрос того за счет чего же происходит такая быстрая пайка медных труб. Как мы уже говорили, принцип пайки основан на капиллярном втягивании. Из за чего происходит этот эффект? Между нашими деталями в соединении всегда есть зазор. В зависимости от диаметров от применяемого припоя он может быть разным, чем больше диаметр, тем больше зазор. Флюс расплавляется, и капиллярные силы на его место затягивают припой. Шов получается красивым и аккуратным.

Очень важно обратить внимание на правильное соединение деталей. Детали должны соединятся с равномерным зазором по длине окружности соединения. Если в каком либо месте не будет зазора, то там получится не провар, так как капиллярный эффект там будет отсутствовать. А это значит, что такое соединение даст течь и его придется перепаивать. Во избежание таких случаев сначала надо собрать конструкцию без пайки. Потом сделать на соединениях метки для удобства соединения при монтаже труб. Самые не удобные стыки спаять первыми. Такие как верхние стыки, к которым трудно подобраться, если спаять всю конструкцию, а потом по месту паять верхний стык. Также важно обратить внимание на качественные поверхности наших деталей. Все детали должны быть с идеальными поверхностями. Вмятины, овальности диаметров, не допускаются ни в коем случаи. Это повлияет на качество пайки и на срок службы наших соединений.
Для пайки медных труб существует два вида припоев мягкий и твёрдый. Мягкий припой имеет более низкую температуру плавления (425 о С), чем твёрдый (460 о С – 560 о С). Мягкий припой применяют для соединения труб в котельных, водопроводах в системах отопления и т.д. Там где нет очень высокого давления. Этот припой легко расплавляется и качественно спаивает соединения. Твёрдый припой плавится при более высокой температуре. Применяется на трубах с избыточным давлением, таких как системы кондиционирования, в холодильной промышленности. Там где нужна повышенная герметичность, и стойкость к вибрациям. Преимущество твёрдого припоя заключается в том, что при работе с ним не нужно применять флюс нет необходимости зачищать стыки. Это сказывается на более высокой производительности. Но строительные нормы и правила регламентируют его применение только в холодильной промышленности. Недостатком такого припоя является его очень высокая цена.
Делаем вывод. Если вы не занимаетесь ремонтом холодильного оборудования, то и твёрдый припой вам не нужен. Так как мягкие припои в остальных отраслях ни чем ему не уступают. Самое главное выполнять все технические требования к провидению пайки. А в частности проводить зачистку стыков следить за тем, чтобы стыки были ровные без перекосов, добавлять необходимое количество припоя. И ваши соединения будут надёжными и герметичными.
Вот Вы и узнали, как паять медные трубы !
Систему водопровода или отопления в частном доме можно сделать самому, важно лишь понять, как паять медные трубы, чтобы получилось надежное соединение.
Трубы из меди обладают недоступной для стальных труб гибкостью, отличаются долговечностью и устойчивостью к воздействию химических элементов, вот почему такая система предпочтительнее.
Медь – это один из элементов, которые хорошо знакомы человечеству вот уже более 1000 лет.
Поэтому неудивительно, что она нашла применение во многих устройствах и системах, например:
- в качестве труб в системе водопровода;
- в качестве труб системы отопления частных домов.
Такие системы служат на протяжении срока эксплуатации всего дома, поэтому можно не беспокоиться об обеспечении доступа к ним – замуровывать, заливать бетоном, обшивать стеновыми панелями и т.п.
Единственное требование при монолитном размещении медных труб – использовать прокладочный материал: гофру или ПВХ-изоляцию, которые предотвращают механическое воздействие материалов на трубопроводы при изменении температурного режима (зима-лето).

Ситуация на потребительском рынке
Многие потребители задаются естественным вопросом: раз так много достоинств у меди, так почему же медные трубы не преобладают на рынке отопительного и водопроводного оборудования?
Все дело в распространенных заблуждениях, из которых можно выделить пару основных:
- Медные трубы довольно дороги.
- Пайка медных труб очень сложна.
Действительно, при производстве медных труб для систем отопления и водоснабжения используется медь высокого качества, обладающая высокими антикоррозийными свойствами. Она прекрасно паяется, выдерживает высокое давление, не теряет твердости и пластичности. И, соответственно, стоит дорого.
Но в пересчете на 1 погонный метр уже смонтированной системы водопровода или отопления, система из медных труб по стоимости оказывается на уровне аналогичных систем, например, из пластиковых труб за счет экономии на дорогостоящих фитингах.
Второй момент, останавливающих потребителей – это отсутствие информации о том, как правильно паять медные трубы, и можно ли это сделать самостоятельно.

Справочно: Медь — исключительный металл, который прекрасно поддается пайке. Его поверхность хорошо очищается от окислов и загрязнений, и обеспечивает прекрасную адгезию с припоями.
Сама же адгезия (смачивание) медных поверхностей при пайке способствует проявлению капиллярного эффекта, благодаря которому припой проникает в зазоры, растекаясь во всех направлениях, даже вверх.
Научиться создавать долговечную и экологичную систему в собственном доме может каждый. Для этого стоит лишь изучить принцип пайки меди и наработать небольшой опыт.
Подготовка к работе
Прежде чем начинать сборку системы отопления или водопровода, следует запастись инструментами, без которых невозможно получить герметичные соединения медного трубопровода.

Для работы с медными трубами понадобится:

- Ершик стальной для чистки внутренних поверхностей труб.
- Щетка для зачистки паяемых поверхностей. Она также как и ершик, необходима для удаления окислов и загрязнений, препятствующих качественной пайке.
- Газовая горелка с насадкой для регулировки пламени.
Можно использовать компактные горелки, на основе бытовых баллонов с газом для заправки туристических плит (кемпинг газ).

Кроме того, для монтажа системы потребуются и общестроительные инструменты:
- уровень;
- рулетка;
- молоток (для труборасширителя);
- маркер.
Процесс пайки
Начинаем учиться нехитрым приемам того, как спаять медные трубы:


Предостережение! Запрещено использовать для снятия заусенцев и зачистки поверхностей мелкозернистую наждачную шкурку.
Благодаря мягкости меди, частички абразива с наждачной шкурки останутся на поверхности и будут препятствовать адгезии.

- Аналогично очищаем край расширенной трубы от заусенцев и грязи.
- Наносим флюс. Лучше всего наносить его на одну трубу, которая вставляется (меньшего диаметра). Равномерно распределяем по поверхности с помощью кисточки.
Предостережение: Если флюса будет много, то при нагреве по нему попадет внутрь трубы припой, где образуется капля. От этого могут возникать шумы от воды в процессе эксплуатации.


- Подносим к стыку труб припой. Он начинает плавиться без горелки, от горячей меди и, растекаясь, заполняет все пустоты между трубами благодаря капиллярному эффекту. Как только начнут появляться на поверхности труб капли припоя, пайку следует прекратить.
- Во время остывания места пайки на соединение не дуть, не давать физической нагрузки.
Не доводите процесс до перегрева труб. Если труба начала чернеть, необходимо прекратить нагрев, поскольку при перегретой трубе «капиллярный» эффект пайки не сработает.

- Если нет навыков пайки, то предварительно следует потренироваться на обрезках труб. Специалисты утверждают, что достаточно 2-3 раз, чтобы усвоить навыки и получить представление о работе с медью.
- Лучше всего заранее подсобирать части системы на столе, а затем уже впаивать их по месту расположения. Например, шаровой кран вначале устанавливается на подготовленные части системы с резьбовыми соединениями, а затем в собранном виде монтируются в систему водопровода.
- После сборки следует тщательно промыть систему напором горячей воды, чтобы удалить излишки флюса и припоя.
Выводы: Как видите, пайку системы водопровода или отопления из меди может освоить каждый желающий, умеющий обращаться с простыми инструментами. Важно лишь все делать аккуратно, не допуская нарушений технологии пайки.
Каждый вид строительного материала требует индивидуального подхода при обработке. Часто требуются услуги профессионалов, которые стоят недешево. Но если иметь определенные навыки и освоить азы, тогда многое можно сделать самостоятельно. Например, пайка медных труб своими руками - не такая сложная задача, как может показаться вначале. В этой статье будет рассказано о необходимых инструментах и нюансах такого вида работ.
Почему медь
Пайка - один из самых надежных способов соединения труб. Именно такой вариант будет приемлем, если вы собираетесь скрыть разводку в стене, не переживая о том, что когда-то что-то может потечь и придется делать дорогостоящий ремонт. Вот некоторые преимущества использования меди:
- Универсальность. Практически нет ограничений в применении. Это может быть водопроводная система в доме. С их помощью можно организовать качественную систему отопления. Кроме прочего, такой материал используют в холодильном оборудовании, кондиционерах и медицинских приборах.
- Устойчивость к хлору. Периодическая дезинфекция воды приводит к разрушению обычного металла, чего не скажешь о медных трубах.
- Антисептические свойства. Благодаря своему составу медь препятствует развитию бактерий, жизнедеятельность которых плохо сказывается на здоровье человека.
- Продолжительный срок службы. Срок службы без какого-либо вмешательства может достигать 100 лет с гарантией того, что не возникнет никаких аварийных ситуаций.
- Высокая пластичность. При монтаже материалу можно придать любую желаемую форму. Для этого лучше всего использовать специальные трубогибы, которые препятствуют заламыванию.
- Доступность материала и фитингов для соединения.
- Устойчивость к перепадам температур. Разброс может находиться в пределах от –100°C до + 250°C. При этом металл не теряет своих свойств и прочности.
- Устойчивость к возникновению наростов и засоров. Внутренние стенки являются очень гладкими, поэтому твердым частицам просто не за что зацепиться.
- Стойкость к окислению. При взаимодействии с кислородом на поверхности меди образуется защитная пленка, которая препятствует протеканию дальнейших химических реакций.

Обычно не может быть все идеально, поэтому к выбору стоит подходить учитывая две стороны медали. Есть и недостатки:
- Относительно высокая стоимость. Это правда, что по денежным затратам такой материал нельзя назвать дешевым, но полученный результат во много раз превзойдет и с лихвой компенсирует все затраты.
- Медь - хороший проводник. Это значит, что весь контур обязательно должен быть заземлен. Малейшая утечка в электросети приведет к поражению током потребителей.
- Невозможность применения в паровом отоплении. Это относится только к тем видам, где применяется метод пайки при низкой температуре.
- Некоторая сложность монтажа. Для того чтобы все делать качественно, необходимо будет приловчиться и затратить большое количество времени.
- Необходимость применения защитного рукава. Это, скорее, особенность, чем недостаток. Такое решение потребуется в тех случаях, когда есть необходимость сделать скрытую разводку. Дело в том, что некоторые строительные смеси могут содержать в своем составе вещества, которые хорошо взаимодействуют с медью, приводя к утонению стенок трубы.
- При соединении с другими металлами, например, сталью, потребуется применение латунных переходников. Это необходимо, чтобы предотвратить образование гальванической пары, что привело бы к разрушению места сочленения.

Обратите внимание! В последнее время большую популярность набирает медная труба с хромированием. Применяется она в мебельной промышленности. Из нее можно изготавливать различные замысловатые подставки и держатели.

Виды медных труб
В зависимости от конкретной цели, медные трубы могут быть наделены уникальными свойствами. По способу производства выделяют:
- Отожженные. Этот вариант был разработан для проектов с необходимостью высокой пластичности. Например, они применяются при прокладке фреоновых магистралей. Чаще всего такие изделия поставляются в бухтах. Работать с ними в некотором смысле легче.
- Неотожженные. Они обладают большей прочностью и жесткостью. Это как раз и необходимо для того, чтобы выдерживать давление системы и при этом не подвергаться деформации.

Существуют также различные изделия по форме. Чаще всего, это круглые, но есть и профильные - квадратные и прямоугольные. Второй подвид имеет специфическое применение для некоторых холодильных и сплит-систем. Толщина стенки может находиться в пределах от 0,8 до 3 мм.

Кроме прочего, были разработаны оребренные трубы. Их предназначением является быстрое рассеивание температуры, будь то для охлаждения или отопления. Конструкции увеличенных размеров. Могут применяться вместо стальных и чугунных радиаторов. Производство конструкции может происходить несколькими способами:
- Метод накатывания. За основу берется медный патрубок необходимого диаметра, сверху прессуется алюминиевая лента. При помощи специальных станков производится выдавливание ребер на материале.
- Метод наливки. Непосредственно на трубе при прокатке осуществляется формирование небольшого рифления. Следующий шаг – вдавливание профильной алюминиевой ленты, которая формирует ребра.
- Метод индукции. Две составляющих разогреваются при помощи воздействия тока высокой частоты. Далее производится их соединение, что приводит к их сплавлению.

Обратите внимание! При покупке мягкой медной трубы обязательно проверьте, чтобы торцы были закрыты специальными заглушками. Если этого нет, тогда мусор может свободно попасть внутрь. Для систем кондиционирования это может быть роковым фактом.
Температурные режимы

Как уже говорилось выше, существует два основных вида труб и для каждого из них есть свой метод пайки:
- При высокой температуре. Этот способ подходит для организации различных систем отопления, в том числе и паровых. Припой в этом случае приобретает необходимую консистенцию при достижении 900°C. Сочленения получаются достаточно жесткими и устойчивыми к различным воздействиям.
- При низкой температуре. В этом случае процесс протекает при температуре в 400° или немногим менее. Чаще всего применяется при монтаже бытовых систем.
В каждом случае потребуются соответствующие составляющие и соблюдение определенных требований.
Необходимый инструмент
Для того чтобы успешно завершить операцию по пайке медных труб, понадобятся инструменты и материалы.

Их существует несколько разновидностей. Все будет зависеть от того, для какого конкретно способа пайки она необходима. Некоторые изделия могут быть с небольшим съемным баллоном, другие оснащены большими емкостями. Для твердого или высокотемпературного соединения применяют газопламенные вариации (ацетилен-кислород, кислород-пропан, воздух-ацетилен). Для мягкой - ацетилен-воздух, воздух-пропан. В некоторых ситуациях совсем невозможно применять устройства, перечисленные выше, поэтому были также разработаны специальные электрические приспособления. Некоторые виды припоев допускают обработку обычным строительным феном.

Для различных видов пайки подбираются и разные припои. Для тех систем, где планируется наличие большого давления или других нагрузок, необходимо применять тугоплавкий материал. Обычно он выпускается в виде прутков. Температура его обработки - 650–900°. Чаще всего в его роли выступают соединения меди и фосфора. Также в их состав добавляют дополнительные примеси для того, чтобы осуществлялся процесс флюсования. Для низкотемпературной пайки расходный материал обычно выпускается в виде мягкой проволоки.

Это специальный состав, который создан для облегчения процесса пайки. Они также различаются в зависимости от того, для какого температурного режима предназначаются. Могут выпускаться как в жидкой консистенции, так и в пастообразной. Их задачей является очистка места будущего соединения от различных загрязнений, предотвращение проникновения кислорода для успешного протекания реакции, повышение текучести припоя, улучшение адгезии материалов между собой. Обычно на упаковках указано, для каких целей применяется тот или иной продукт.

Труборез . Для медных изделий применяются роликовые изделия. Их точность намного выше, чем при обработке ножовкой по металлу. Также во втором случае будет образовываться стружка, которая впоследствии станет большой проблемой для всего механизма (это критично для систем кондиционирования и холодильников).

Она необходима для того, чтобы придать торцу трубы коническую форму, а также убрать заусенцы. Это во много раз облегчает процесс стыковки основного патрубка и фитинга.
Калибратор . Это специальный прибор, который позволяет увеличивать диаметр трубы до таких размеров, чтобы второй патрубок спокойно поместился внутри. При этом нужно помнить, что длина жала не должна превышать диаметр.
Обычная кисть . Применяется для нанесения флюса на место пайки.
Металлическая щетка . Понадобится для зачистки места примыкания трубы к фитингу.
Прокладка из огнестойкого материала . Позволит защитить стену или другие предметы при выполнении сварки по месту.
Медная труба и фитинги .

Техника безопасности
Процесс пайки сопряжен с высокой температурой, а также выделением различных веществ в процессе плавления материала.

Чтобы предотвратить несчастные случаи и вредное воздействие на организм человека, необходимо соблюдать несколько простых правил безопасности:
- Хороший доступ воздуха. Помещение обязательно должно интенсивно проветриваться. Пренебрежение этим условием может привести к отравлению газами и испарениями.
- Средства индивидуальной защиты. В процессе монтажа очень важно иметь перчатки, которые при термическом воздействии не расплавятся и не загорятся, что могло бы привести к серьезным ожогам. Обязательно использование очков, которые предотвратят попадание мелких частичек в глаза в процессе резки или при разлетании брызг, вследствие нагревания предметов. Желательно также применение средств для защиты дыхательных путей, например, респираторов. Они позволят предотвратить втягивание мелкой медной пыли.
- Правильное обращение с горелкой. Поджиг необходимо производить на безопасном расстоянии от легковоспламеняющихся веществ. Если применяются отдельные баллоны большой емкости, располагать их следует в согласии с требованиями, которые указывает производитель. Важно исключить воздействие на них прямых солнечных лучей или других источников тепла.
Процесс пайки мягким припоем

Этот способ достаточно прост и легко осваивается новичками. Важно соблюсти лишь следующие шаги:
- Делается разметка отрезка, который необходим для конкретного участка. При этом необходимо учитывать, какая часть зайдет в соединительный фитинг. Этот момент очень важен, ведь утопленная часть не должна быть слишком маленькой, т. к. это не даст материалу хорошо состыковаться, но она и не должна быть слишком большой, чтобы не создавать напряжение, которое сократит срок службы.
- При помощи ручного трубореза осуществляется обрезка.
- Кромка тщательно обрабатывается, чтобы убрать заусенцы и придать фаске форму конуса.
- Часть трубы, которая будет заходить в фитинг, зачищается наждачной бумагой.
- При помощи металлической щетки-ершика или наждачной бумаги зачищается внутренняя поверхность фитинга.
- После такой обработки необходимо вставить трубу в соединитель и проверить, заходит ли она на необходимый уровень
- При помощи обычной кисточки на зачищенное место трубы, а также внутреннюю поверхность фитинга наносится флюс.
- Труба вставляется внутрь до упора, для этого предназначен специальный бортик. Патрубок необходимо немного провернуть, чтобы флюс распределился равномерно.
- При помощи тряпки убирается излишек флюса, который выступил на поверхность.
- Следующим шагом будет осуществление нагрева. Начинать его нужно с трубы и плавно передвигаться к месту перехода, где и будет производиться спайка.
- При достижении определенного уровня, необходимо взять припой и прикоснуться к месту соединения. В случае если он не начал моментально приставать, необходимо продолжить нагрев.
- Важно избегать перегрева. Это приведет к выгоранию флюса и плохому контакту с припоем.
- Когда припой начинает плавиться, его необходимо прижимать к горловине, чтобы он мог заходить внутрь соединения. Пламя горелки должно немного опережать его, чтобы он просто не скапывал на поверхность от сильного жара.
- Для горизонтального шва необходимо осуществлять движения снизу вверх, сначала с одной стороны, потом с другой. Для вертикального - как будет удобно в конкретном случае.
- После остывания необходимо влажной тряпкой удалить нагар, а также остатки флюса.

Обратите внимание! Ни в коем случае не ускоряйте процесс остывания. Он должен протекать с естественной продолжительностью. Если не соблюсти этого, то в шве могут появиться микротрещины, которые нарушат герметичность.
Процесс пайки твердым припоем

Такой вид пайки подходит для труб с диаметром больше 22 мм, а также там, где рабочая температура будет выше 175° C. Шаги по подготовке трубы и фитинга будут такими же, как описано выше.
- При помощи тисков или другого приспособления соединяемый узел необходимо прочно зафиксировать. Он должен быть неподвижным на протяжении всей операции.
- Прогрев начинается с трубы. Делать это нужно в 2–3 см от места контакта. Двигаться следует вокруг патрубка и по направлению к месту спайки. Нельзя долго держать горелку на одном месте, это может привести к повреждению исходного материала.
- При использовании медно-фосфорного припоя необязательно использовать флюс. Но он может выступать в роли индикатора. Им можно обмазать место стыковки и прогревать. Когда он станет прозрачным - самое время начинать действовать.
- Когда температура достигнет необходимого уровня, припой будет без усилий растекаться по подготовленному месту. Не следует направлять пламя прямо на него, необходимо вести его с небольшим опережением.
- Правила ведения припоя для горизонтальных и вертикальных стыков такие же, как описывалось для предыдущего случая.
- После завершения процесса остывания место обработки протирается влажной тряпкой для удаления нагара и остатков флюса.
Обратите внимание! Если диаметр трубы 1" и больше, то это может создать проблемы при нагревании места пайки. В этом случае необходимо прогреть сам фитинг, а потом уже трубу и горловину. Дополнительно можно использовать вторую горелку, которая будет поддерживать постоянное значение разогретости.
Некоторые ошибки

Перед началом сборки всей системы лучше взять несколько отрезков трубы и соединителей, чтобы потренироваться. В процессе могут возникнуть некоторые дефекты, их причины следующие:
- Трещина в шве. Причина - быстрое охлаждение, как описывалось выше.
- Деформация трубы или фитинга. Причина - слишком продолжительный разогрев. Обычно хватает примерно 20 секунд для того, чтобы материал дошел до кондиции.
- Плохое схватывание припоя. Причина - недостаточная предварительная обработка. Очень важно снять небольшой слой, чтобы зазор между трубой и фитингом составлял несколько сотых долей миллиметра. Это даст возможность соединителю зайти внутрь.
- Сгибание в месте стыка. Причина - недостаточно утоплена труба в фитинг.

Некоторые действия потребуют определенной сноровки. Но после хорошего обучения в бою обязательно будет легче. Теперь, зная, как паять, и придерживаясь основных правил, вы обязательно достигнете успеха в своей работе.
Видео
Наглядно процесс пайки показан в следующем видеоматериале:
Медь представляет собой металл, который обладает достаточно мягкой, податливой структурой. Поэтому, в отличие от той же стали, такой материал проще паять, нежели заниматься его сваркой. При большом желании, наличии необходимых инструментов и расходных средств справиться с подобной задачей способен даже новичок. Давайте же выясним, медные трубы.
Качества медных труб
Зачастую трубы, изготовленные из представленного материала, используются в домашнем хозяйстве при монтаже элементов отопительных и водопроводных систем. Медь представляет собой оптимальное решение для создания таких проводящих путей. Она имеет идеально гладкую поверхность, не подвергается коррозии, не забивается отложениями, а также имеет бактерицидные свойства. Выяснив, медные трубы отопления правильно, можно обеспечить бесперебойную службу системы на протяжении нескольких десятилетий.
Инструменты и материалы
Прежде чем разобраться, как паять медные трубы, необходимо подготовить набор инструментов, которые могут понадобиться в ходе выполнения работ:
- Труборез. Медь является довольно мягким материалом. Даже незначительное давление на такие трубы может вызывать деформации. По этой причине при их резке рекомендуется пользоваться специализированным инструментом.
- Расширитель. Поскольку в ходе обустройства водопроводной либо отопительной системы применяются медные трубы идентичного типоразмера, при подготовке к пайке соединений придется воспользоваться инструментом для увеличения их диаметра.
- Сниматель фаски. После разделения труб на нужные отрезки необходимо выполнить обработку их краев. Только так элементы будущей системы смогут заходить друг в друга.
- Стальной ершик требуется для зачистки труб изнутри.
- Металлическая щетка позволяет убрать загрязнения, всевозможные наслоения и окислы, которые могут затруднить выполнение качественной пайки соединений.
- используется для разогрева стыков. Должна содержать специальную насадку, которая позволяет производить регулировку пламени.
- Припой имеет вид проволоки либо прутка, температура плавления которого ниже по сравнению с медью.
- Флюс - химический состав, нанесение которого облегчает пайку соединений.
Каким медные трубы?
В настоящее время широкодоступны многочисленные , которые способны обеспечить надежное соединение медных труб методом пайки. Чаще всего мастера прибегают к использованию низкотемпературных припоев. Последние дают возможность создавать соединения при сравнительно низком нагреве материала, что не вызывает деформацию меди. Однако подобные швы отличаются не самыми лучшими механическими качествами.
Что касается припоев, предназначенных для пайки при высочайших температурах, они позволяют создавать максимально прочные соединения. В то же время применять их рекомендуется лишь опытным мастерам, поскольку без соответствующих навыков длительное термическое воздействие на металл может привести к его прожигу.

Чем можно паять медные трубы между собой? При низкотемпературной пайке, которая распространена при обустройстве бытовых отопительных и водопроводных систем, чаще всего прибегают к использованию Последние дают возможность создавать достаточно устойчивые к механическим нагрузкам соединения. Среди таких припоев стоит отметить сплавы олова с висмутом, сурьмой, селеном, серебром. Основную долю в их составе занимает олово - порядка 95 %. Остальная часть приходится на дополнительные компоненты.
Для выполнения низкотемпературной пайки вполне подходят дешевые припои на основе олова и свинца. Однако их не рекомендуется применять при обустройстве водопроводов, которые предназначены для подачи питьевой воды, поскольку свинец представляет собой токсичный материал.
Какой флюс лучше использовать для пайки медных труб?
В случае низкотемпературной пайки обычно применяются химические составы на основе Впрочем, пытаясь разобраться, как паять медные трубы, не стоит уделять чрезмерное внимание составу флюса. Для пайки меди достаточно приобрести любое средство, предназначенное для данных целей, например канифольно-вазелиновую пасту.
Как паять медные трубы без флюса? Выполнить прочные соединения без применения химических составов вполне реально. Однако здесь должна осуществляться высокотемпературная пайка с использованием наиболее качественных припоев на основе олова и серебра.

Процедура пайки
Как паять медные трубы? Работы выполняются в такой последовательности:
- При помощи трубореза заготовки разделяются на отрезки необходимой длины.
- Металлической щеткой и ершиком зачищаются внешние и внутренние поверхности, что будут подлежать пайке.
- Специальным расширителем увеличивается диаметр окончаний отрезков, которые планируется надвигать на другие трубы.
- На края будущих соединений равномерно наносится флюс.
- Окончания труб вставляются друг в друга. Влажной губкой удаляются остатки флюса.
- Прогревается соединение. Как только флюс изменит изначальный оттенок на серебристый, термическую обработку поверхностей необходимо прекратить.
- К будущему стыку подносится припой. Последний должен начать растекаться без прогревания горелкой, от повышенной температуры меди.
- Пайку прекращают, как только припой заполнит все пустоты в области шва.
- После остывания соединения стык протирается влажным отрезком материи, что позволяет убрать остатки припоя и флюса.

Существует ряд советов, которые могут пригодиться при выполнении работ. Так, мастерам, которые не имеют внушительного опыта пайки медных труб, рекомендуется предварительно потренироваться, использовав в качестве расходного материала отрезки ненужных заготовок. Как утверждают специалисты, необходимо несколько раз выполнить пробную пайку, чтобы сформировать общее представление о такой работе.
В ходе нагрева стыков горелкой важно не передерживать пламя в одной точке, поскольку его температура может достигать порядка 1000 °С. Чтобы не прожечь медь, достаточно равномерного разогрева участка на протяжении 20 секунд.
По завершении пайки необходимо выполнить тщательную промывку системы трубопровода под значительным напором воды. Только так можно убрать излишки припоя и флюса, которые застыли внутри соединений.

В заключение
Вот мы и разобрались, как паять медные трубы. При ответственном подходе к задаче и наличии необходимого инструмента справиться с такой работой способен каждый. Важно лишь предварительно потренироваться, не отклоняясь от технологии.
Читайте также...
- Весы и Рыбы: совместимость мужчины и женщины в любовных отношениях, браке и дружбе Что Рыбам женщине нужно знать о Весах мужчине
- Cовместимость Рыбы и Весы Совместимость Весы мужчины и Рыбы женщины: шансы на будущее
- Как открыть свой бизнес с нуля Сколько требуется денег для открытия бизнеса
- За миф об ортопедическом матрасе рискует переплатить каждый четвертый покупатель